New Balance
Athletic Shoe Manufacturing
Athletic Shoe Manufacturing

|
To assess the current process and apply appropriate Lean Manufacturing tools and techniques to enable more efficient manufacturing on their athletic shoe assembly line.
|
Project Description:
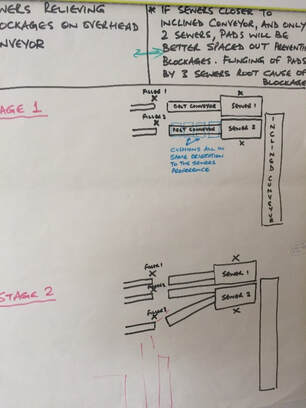
Current State: The company made two types of product; Sourced and Cut to Box. Sourced Completed uppers for the shoes were bought in from the Far East. A collation stage within the factory boxed these uppers with corresponding soles and packaging in set quantities (lines). A pallet would be loaded with these boxes and fed into the assembly area where a number of manufacturing cells would debox the product and assemble the uppers to the soles. The cells were manned with five operatives who carried out the assembly process. Work-in-progress existed between each process stage within the cell and some operations were more complex than others. Cut to Box For this product, components were cut from the raw material and sewn together to form the upper. Some of the stitching processes were automatic and some were manual. Each stage of the process was grouped in a different part of the factory and work-in-progress moved from one process stage to the next when completed in baskets. Once the upper was complete, it would then be fed into one of the manufacturing cells where it would be paired with the corresponding soles and assembled. Future State:- Sourced The manufacturing cells were re-designed to have only four operatives assembling the product, each with a carefully defined amount of work such that all four processes took the same amount of time. Work-in-progress within the cell was eliminated by implementing a single piece flow methodology. The future state manufacturing cell was smaller in footprint than current state and 5S was introduced to demarcate the new layout. Freed up operatives were grouped into more teams and new cells created in the space freed up from the reduced footprint size of the existing cells. Systems were put in place to control the amount of work-in-progress fed into the factory which freed up even more space for further manufacturing cells. Direct Benefits Achieved:
Cut to Box A large manufacturing cell, renamed as a Value Stream, with enough equipment from every process stage of sufficient quantity required in order to manufacture an upper from start to finish was created. The equipment was laid out to facilitate single piece flow and manned accordingly. Direct Benefits Achieved:
|

This photograph shows the factory floor before the introduction of Lean Manufacturing. The processes are arranged in process silos and the majority of the available floor space is filled with work-in-progress between the silos. Analysis showed that only 40% of the available floor space contained value adding activity.
|

This photograph shows the current shop floor with minimal work-in-progress and floor space utilisation above 90%.
|

This photograph shows one of the manufacturing cells before the introduction of Lean Manufacturing.
|

This photograph shows the manufacturing cell after the team had redesigned it using Lean principles. The cell was 35% smaller than the previous cell and only required four operatives compared with five before the change, achieving the same output. This equated to a 35% Productivity improvement.
|
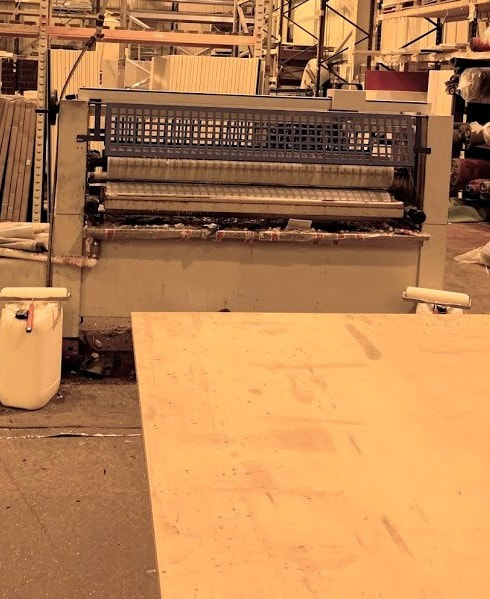
This photograph shows the development of the first value stream for the Cut to Box product, where the requisite number of machines from each process stage were joined together in one large cell. Once implemented, the value stream reduced the manufacturing lead time from 10 weeks to one hour.
|

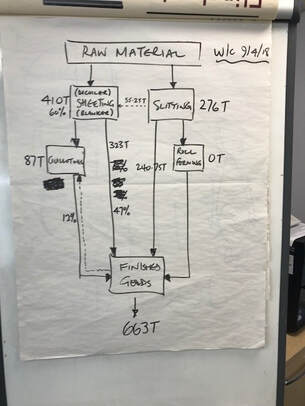
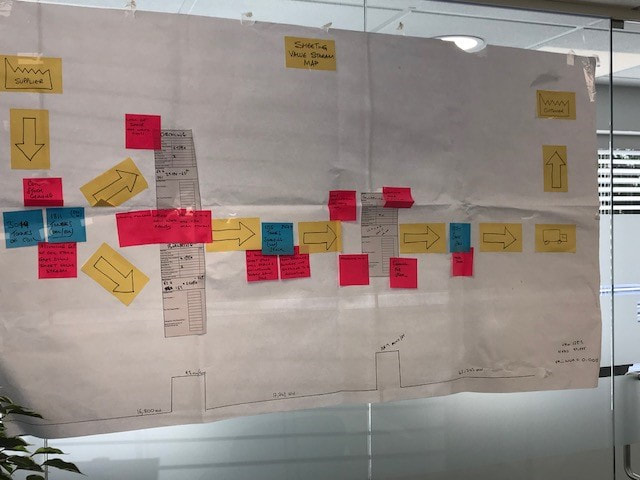
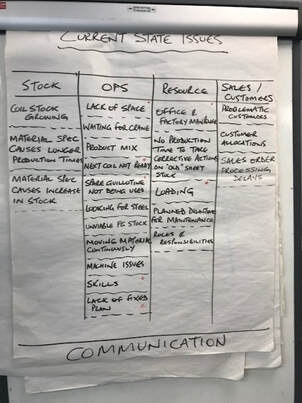
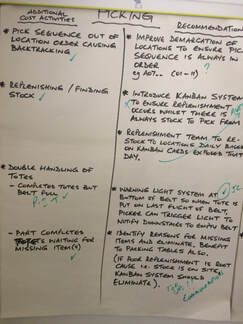
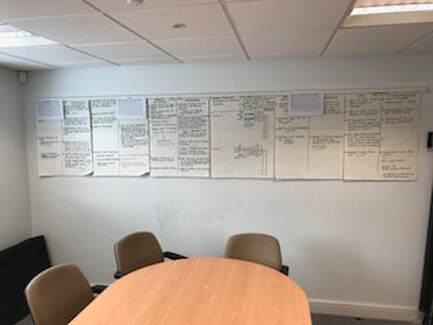
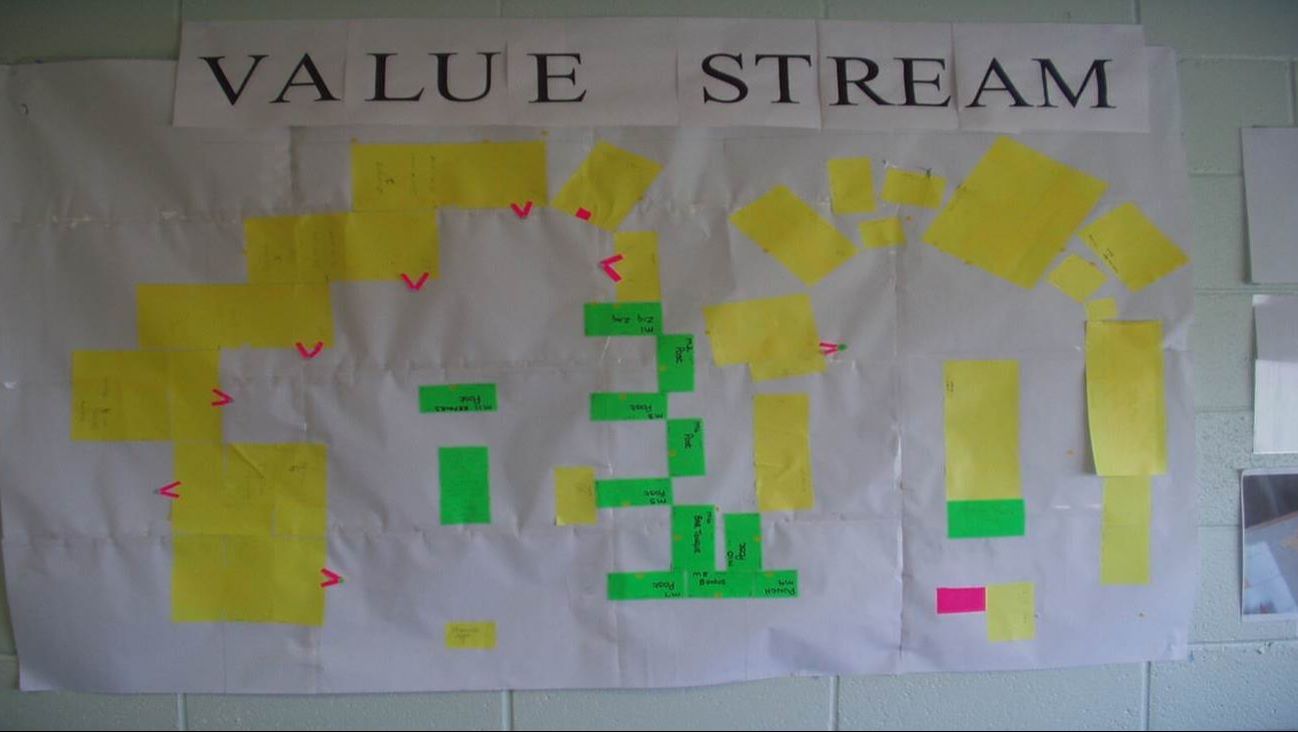
This photograph shows a value stream mapping exercise in progress with members of the New Balance team developing a current state map of their business. They went on to create a future state map which delivered a significant reduction in the levels of finished stock and a system that improved their stock accuracy by over 25%.
|